
¿Cómo se hacen las toallitas húmedas en bote?
A más de 50 años de su creación, el mercado de las toallitas húmedas ha crecido exponencialmente, las aplicaciones para este producto siguen sumando, por lo que muchos inversionistas sin experiencia en este producto están buscando lo que se necesita para poder fabricar toallitas húmedas enrolladas en botes o también llamados canister, el objetivo de este pequeño artículo es explicar este proceso.

El origen de las toallitas húmedas.
El estadounidense Arthur Julius es visto como el inventor de las toallitas húmedas. Julius trabajó en la industria cosmética y, en 1957, ajustó una máquina dosificadora de jabón y la instaló en Manhattan. Julius registró el nombre Wet-Nap en 1958, un nombre para el producto que todavía se utiliza. Después de poner a punto su nuevo limpiador de manos junto con un mecánico, presentó su invento en el Salón Nacional de Restaurantes de 1960 en Chicago y en 1963 comenzó a vender productos Wet-Nap al coronel Harland Sanders para distribuirlos a los clientes de Kentucky Fried Chicken (actual KFC).
Desde entonces varias décadas han pasado y la elaboración de las toallitas se ha extendido a los 5 continentes y constituye hoy en día una industria millonaria, pujante y en expansión.
El material.
El noventa por ciento de las toallitas húmedas en el mercado se producen a partir de telas no tejidas de poliéster o polipropileno. La tela no tejida o textil no tejido es un tipo de textil producido al formar una red con fibras unidas por procedimientos mecánicos, térmicos o químicos, pero sin ser tejidas y sin que sea necesario convertir las fibras en hilo, se les conoce en el mercado comúnmente como non-woven.
El material se humedece con agua u otros líquidos (por ejemplo, alcohol isopropílico) según las aplicaciones. El material puede tratarse con suavizantes, lociones o perfumes para ajustar las propiedades táctiles y olfativas. Los conservantes como la metilisotiazolinona se utilizan para prevenir el crecimiento de bacterias u hongos en el envase. Las toallitas húmedas terminadas se doblan y se colocan en un paquete de bolsillo, en una caja dispensadora o en un bote dispensador.

La evolución del mercado.
Es muy evidente que en los últimos años y especialmente en este año 2020 debido a la crisis sanitaria mundial, el consumo de toallitas húmedas desinfectantes ha venido a la alza, al punto de convertirse en un artículo imprescindible dentro de la canasta básica de muchas familias en México y en todo el mundo.
Se espera que el mercado mundial de toallitas y aerosoles desinfectantes sea testigo de un aumento sostenido de la demanda durante el período de pronóstico. Con el aumento de las enfermedades infecciosas y contagiosas, el consumo de toallitas y soluciones desinfectantes en varios centros de salud y hospitales está ganando terreno. Estas soluciones son fáciles de aplicar y muy útiles para prevenir infecciones y propagación de enfermedades por lo que se espera que esta propiedad aumente su uso entre los consumidores.
La pandemia de COVID-19 ha provocado importantes alteraciones en el escenario de oferta y demanda. La demanda de toallitas y aerosoles está aumentando entre los profesionales médicos y los consumidores. En marzo de 2020, la venta de aerosoles / desinfectantes en aerosol experimentó un crecimiento de más del 340% en comparación con el año pasado. Varias iniciativas gubernamentales en el mundo están promoviendo la adopción de varios productos desinfectantes.
Por otro lado, la venta de limpiadores multiusos registró un aumento de más del 160% en marzo de 2020 a partir de marzo de 2019. Según la USEPA (Agencia de Protección Ambiental de los Estados Unidos de Norteamérica), los aerosoles desinfectantes Clorox 4 en 1 y los aerosoles desinfectantes Lysol son algunos de los pocos productos que es probable que controlen la propagación del coronavirus.

Usos actuales.
Los usos más populares para las toallitas húmedas son:
- Toallas para bebés.
- Higiene personal para adultos.
- Cuidado de Mascotas.
- Cuidado de la Salud.
- Alivio del dolor.
- Limpieza de superficies.
Después de las toallitas húmedas para bebé, las RTUDW (abreviación en Inglés de Ready To Use Desinfecting Wipes) es la segunda más popular entre los usuarios, es una toallita pre-humedecida que contiene desinfectantes, antisépticos, tenso activos, etcétera, en un paquete (flow pack) o un bote (canister) sellado listo para usar en la desinfección de superficies. Este método también se conoce como limpieza «emergente» en los hospitales. El aumento en el uso de RTUDW es causa en parte del rápido desarrollo de las tecnologías de telas no tejidas. El RTUDW está diseñado para usarse sin ningún tiempo de preparación. Teniendo en cuenta el cumplimiento, el tiempo de los empleados y los costos, RTUDW es muy recomendable para la desinfección de superficies.
Se ha probado en muchos proyectos de investigación, y ha quedado demostrando que las toallitas húmedas poseen un buen efecto antimicrobiano en varias condiciones. El RTUDW es desechable, lo que elimina las posibles contaminaciones y la transferencia de patógenos debido a la reutilización de las toallitas, sin embargo, debe tenerse cuidado con el tiempo de almacenamiento ya que podría aumentar la probabilidad de perder actividad antimicrobiana debido a la posible unión de los ingredientes activos a las toallitas o por la degradación del ingrediente activo.

El proceso de elaboración.
Para fabricar toallitas húmedas en botes a escala industrial, lo primero que se necesita es un “Equipo convertidor”, Que es un equipo en el que a partir de un rollo master (de entre 1200 y 1600 milímetros de ancho) corta longitudinalmente, puntea, enrolla y pega la tela non-woven.
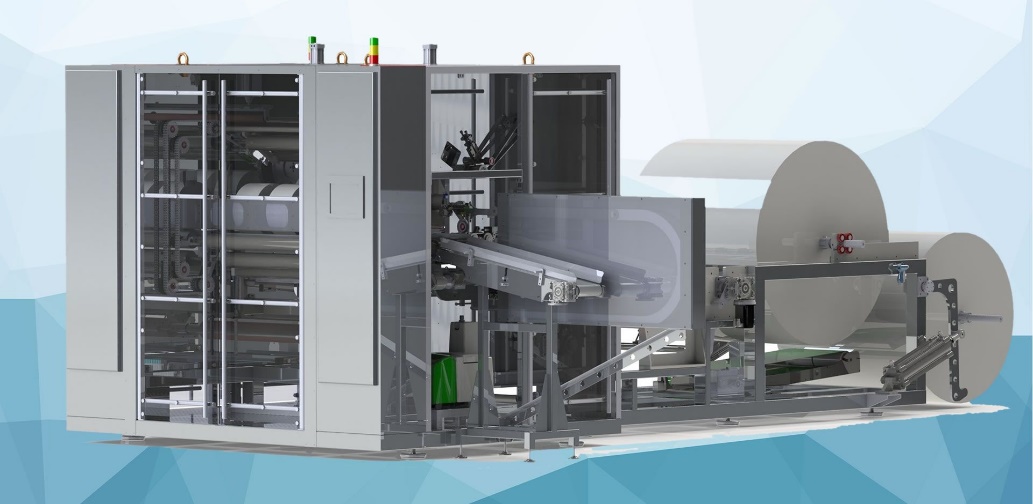
De esta primera estación salen los rollos formados sobre una banda transportadora que los enviará a la máquina de inserción en el bote, llamada “Stuffer”.

Al final de su recorrido el rollo llega al stuffer o maquina “embutidora” de rollos que inserta un rollo en cada bote. Normalmente este equipo es un monobloque rotativo intermitente como se muestra a continuación en las fotos.
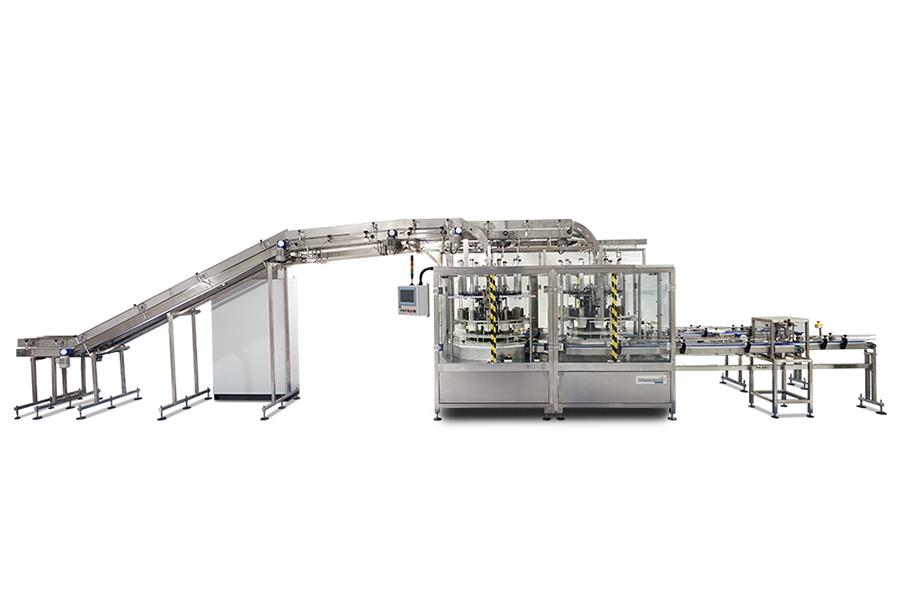

El bote se puede introducir a este equipo de forma manual o automática en función de la velocidad de producción y los estándares de operación del cliente. Si la alimentación de botes a la maquina se realiza de forma automática se utiliza un ordenador de botellas (unscrambler).
El llenado de liquido.
Una vez que el rollo está dentro del bote, es conducido a la siguiente estación para el llenado del líquido. Es importante mencionar que se requiere un diseño especial de llenado, ya que una llenadora de líquidos tradicional normalmente desbordará el líquido del bote, el diseño debe ser tal que distribuya el líquido para darle tiempo a la tela non-woven de absorber el líquido y evitar el desbordamiento.
El proceso de Sellado.
En algunos casos el bote debe de llevar un sello (linner) sobre la boca del bote, para asegurar la calidad y no evaporación del producto. Estos sellos tienen la especial característica que al estar construidos de plásticos espumados o láminas de aluminio, permiten la hermeticidad del envase, ajustando la tapa a las deformaciones que se encuentran en los cuellos de las botellas, este sello también cumple con los requisitos de muchos laboratorios cosméticos y farmacéuticos y productores de alimentos de eliminar cualquier posible fuente de bacterias, hongos o contaminaciones posteriores.

El proceso de tapado.
A continuación, el bote debe pasar a la estación de tapado, regularmente es una tapa a presión que da accesibilidad rápida y sencilla al producto.

Es muy importante en esta estación evitar que la tapa se dañe durante la inserción. Se coloca la tapa sobre la boca del bote y se debe ejercer la presión adecuada para el cerrado correcto de la misma, sin dañar o modificar su forma. Aunque esta función parezca sencilla, no lo es, debido al gran diámetro de la tapa y que normalmente son flexibles y, por lo tanto, factibles de ser dañadas.
El proceso de etiquetado.
El siguiente paso es el etiquetado del bote, para este caso existen diversos tipos de etiquetas como termo encogibles, auto adheribles con pegamento frío o caliente, etcétera, para el caso de los envases de canister suele utilizarse del tipo envolvente o también llamado wrap around.
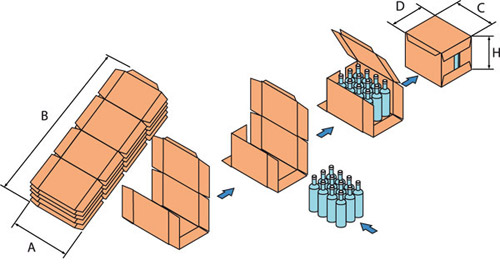
El proceso de empacado.
El último paso es el empacado del producto terminado, el cual puede presentarse de diferentes formas.
- Agrupación de varios botes en una película termo encogible + charola con varias agrupaciones + sobre envuelto de la charola.
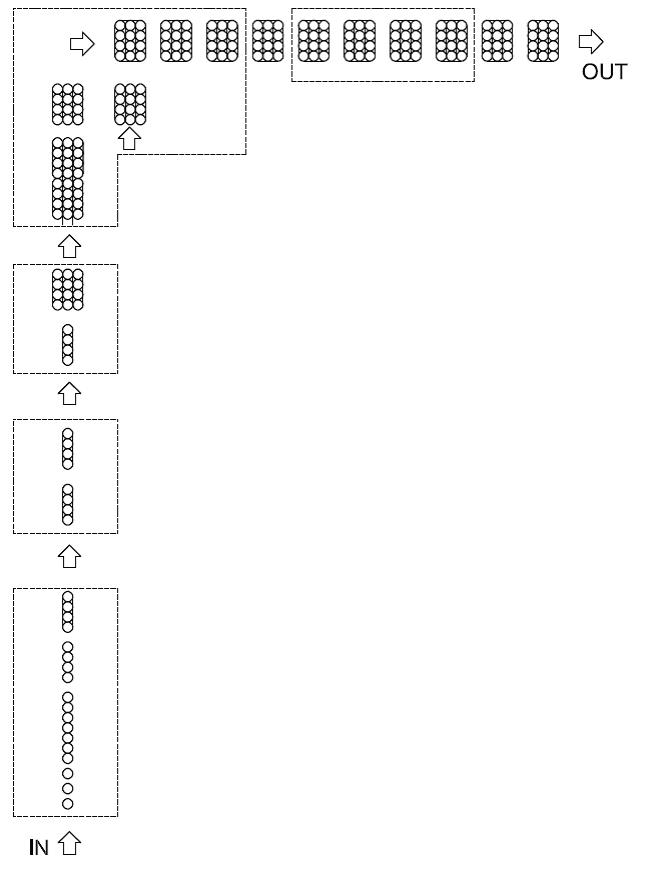
Arreglo de botes dentro de una caja ya sea tipo americana (la caja americana de solapas, conocida también como Tipo B, es una caja plegable que consiste en un embalaje de cuatro caras laterales que se cierra tanto en su parte superior como inferior por medio de cuatro solapas) o tipo Wrap Around (Wrap around es un tipo de embalaje de cartón ondulado que se repliega alrededor de un producto, cerrándose por los lados mediante solapas cortas.

En Sigmapack contamos con todas las soluciones para implementar desde cero, ya sea una planta para la fabricación de toallitas húmedas o bien soluciones puntuales para proceso, llenado, tapado, etiquetado y empaquetado de sus productos. Con gusto los atenderemos en nuestro correo info1@sigmapack.com.mx o bien por teléfono 55 5254 3905 ext. 810
Conoce nuestro catálogo de soluciones para toallitas húmedas.
Referencias.
- Informe «Mercado de aerosoles y toallitas desinfectantes – Perspectiva global y pronóstico 2020-2025″.
- Industrial & Institutional Wipes Report. Nonwovens producer prioritize productions for wipes during pandemic.2020
- Lizeth Lucia Rojas Piloni. 2017. Linners, cierres y tapas para envases y embalaje. Universidad Autónoma del Estado de México.
- https://www.globenewswire.com/news-release/2020/05/22/2037541/0/en/Global-Disinfectant-Sprays-and-Wipes-Market-2020-to-2025-Impact-of-COVID-19.html
- ¿Qué es un packaging wraparound?
- Shemesh Automation.
- Elsner Engeeniring Works Inc.